- Call Us:
+91 (011) 25740089
- Email:
[email protected]

CORONA SURFACE TREATMENT – THE WHAT, WHY, AND HOW
Jan Eisby, CSO of Danish pioneers Vetaphone, explains the background to a much used but frequently misunderstood process.
HOW DID IT ALL BEGIN?
It was the advent of plastic materials for packaging after the Second World War that created a new problem for the printing industry and one that my Father Verner Eisby was able to solve. Because plastic, unlike paper and board, is non-absorbent, any ink or lacquer applied to it will not always stay in place. You have probably experienced this yourself when trying to write on a plastic bag or container – the ink smudges. If you can imagine that same scenario grossed up to an industrial scale, you will start to realise the importance of being able to make it stick!
From simple trials in his workshop in 1951 to help out a friend who was having difficulty printing plastic bags, corona surface treatment, as the process has become known, has developed into a standard practice for the printing, converting and laminating market, as well as the extrusion sector and indeed any application where a liquid needs to adhere to a non-absorbent solid surface. What we take for granted now was revolutionary then, but the science behind it remains largely unchanged.
WHAT CAUSES PROBLEMS WITH ADHESION?
It’s all to do with surface tension and a term called ‘wetting’. Whether a liquid wets a material well or poorly depends on the chemical nature of both the liquid and the substrate. If you look at the graphic below you will see an illustration of the comparison between low and high surface energy along with the associated ‘dyne’ level.
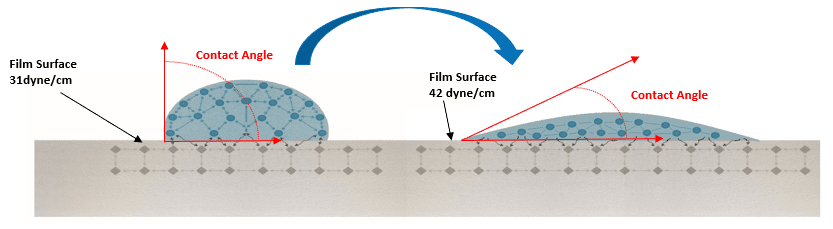
Dyne level is the surface energy measured in mN/cm or dyne/cm and indicates the ability of the substrate to allow liquid adherence – the lower the dyne level, the worse it is, and the higher the dyne level the better the ink or lacquer will stick. And immediately, you can see that different materials have different basic dyne levels and also require different dyne levels depending on the intended application.
HOW CAN I AVOID THESE PROBLEMS?
The basic task is to modify the surface of the substrate to ‘persuade’ it to allow better adhesion. This is done by ‘treating’ the material with a high frequency electric discharge immediately prior to it being printed, coated, or laminated to optimise the wetting process. This is what has come to be known universally as ‘corona surface treatment’ and has proved to be both extremely efficient and cost effective.
HOW DOES CORONA SURFACE TREATMENT WORK?
In simple terms it works by modifying the molecular structure of the substrate surface. Being a man-made synthetic material, plastic consists of chains of molecules. These chains present few opportunities for bonding at the surface and need to be opened to increase wettability. Directing a high frequency discharge at the plastic surface from close-range simply disrupts the molecules and oxidises it. The discharge splits the link between the carbon molecules and adds the oxygen to create the carbonyl groups. Some of the oxygen enters the surface layer of the plastic and improves the bonding, while the rest forms into ozone that needs to be extracted. The newly created carbonyl groups have a higher surface energy, and this improves the chemical connectivity (dyne/cm) between the liquid and the plastic. Crucially, corona surface treatment neither reduces nor changes the strength or appearance of the material.
HOW DO I KNOW THE CORRECT TREATMENT LEVEL?
The effectiveness of Corona treatment will vary from one material to another, and while there are no limits to the materials that can be treated, the required intensity level may vary within a wide range. Vetaphone has almost 70 years of knowledge and experience in corona surface treatment and the way that different substrates behave, so we offer our existing and potential customers the opportunity to trial their material in our newly commissioned test lab in Denmark. This updated facility, opened in June 2020, provides extensive data on the material being tested and the appropriate dyne level required for any chosen process or application. This allows us to recommend the precise specification of the equipment you require to meet your requirements, whatever the material, speed of production or number of sides to be treated.
DO DYNE LEVELS CHANGE?
Over a period of time the dyne level of any material will begin to fall – this will vary according to the length of time the material has been stored, how well it was treated initially, and what is its chemical make-up. In some cases, where material has not been treated at the extrusion stage it may be very difficult or even impossible to corona treat it at a later date. In any case, we recommend any material that has been stored should be dyne tested before use and if necessary re-treated. Please do not assume that two rolls of the same material will have identical dyne levels even if from the same supplier, nor that the dyne level will be consistent throughout the roll even or across its width. We always advise ‘test, test, and test again!’
IS CORONA A ‘SET AND FORGET’ PROCESS?
For the reasons I’ve outlined above you can see that this is not the case. There are all kinds of variables that affect one medium’s ability to adhere to another. That’s why the fine control and adjustment of Vetaphone corona technology offers customers the unique capability of ensuring consistent performance.
HOW DO YOU CONTROL THE POWER?
With ‘clever’ technology. Our iCorona fully computerised generators are at the heart of the process and offer a wide regulation band that combines high efficiency with minimal energy loss. Their ability to proportion the output power from 1 – 200kW related to line speed in a smooth and uniform manner removes the risk of pinholes in the substrate. Power regulation uses the ultra-fast Pulse Width Modulation (PWM) technique, and our iCorona generators are designed and manufactured to cope with the toughest of working conditions under 24/7 operation.
IS THIS TECHNOLOGY EASY TO OPERATE?
Yes, it is! The generators are self-diagnosing with both internal and external functions being monitored continuously and are easy to use via the iCC7 multi-lingual and removable operator panel that allows remote control from the central line console. Unique to Vetaphone iCorona is the ability of the generator to switch between read-out modes that display either power output in kW, or energy delivered in Watt x min/ft². It is all part of our precision engineering. All Vetaphone corona units have the QC (quick change) electrode push-in, pull-out cartridge system that allows for easy maintenance and cleaning. Like all machinery, keeping it clean and correctly maintained is the key to sustained performance and long life.
HOW WOULD YOU SUMMARISE THE SITUATION TODAY?
As the company that invented and has pioneered corona treatment technology, Vetaphone has more experience, knowledge, and expertise in surface treatment than any other manufacturer in the world. I say that not as a boast but as a mark of respect for the way in which the business has continued to develop the technology and fulfil its commitments as the market leader. As in all industries, the demands are constantly changing as new products are developed – but if corona is the question, we have the answer!
for more information on Vetphone products contact:
Weldon Celloplast Limited
304, 3rd Floor, 9/2 East Patel Nagar,
New Delhi-110008 India
Telephone: +91 11 25740089
email: [email protected] website: www.weldoncelloplast.com